|
|
 发联系信
发联系信- 产品详情

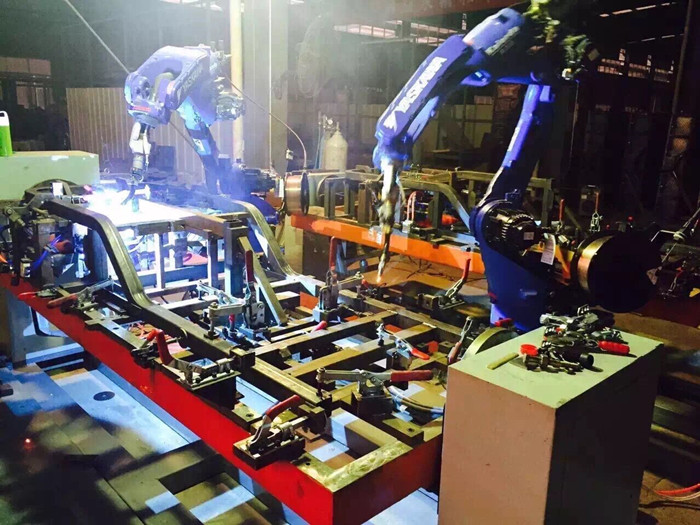
安川工业机器人专业焊接铝合金、不锈钢氩弧焊机器人气体保护焊机
电弧在难熔的钨电焊丝和工件之间产生,一般使用的保护气体是纯氩气,送入的焊丝不带电,既可以手送,也可以机械送,还有一些特定用途则不需要送入焊丝。被焊接的材料决定了是采用直流电还是交流电:采用直流电时,钨电焊丝设定为负极,因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用&dquo;。TIG焊接法的主要优点是可以焊接大材料范围广,包括厚度在0.6mm及其以上的工件,材质包括合金刚、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅。主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。不锈钢TIG焊要点及注意事项:(1)采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。(2)一般适合于6mm以下薄板的焊接,具有焊缝外型美观,焊接变形量小的特点。(3)保护气体为氩气,纯度为99.99%。当焊接电流为50~150A时,氩气流量为8~10L/min,当电流为150~250A时,氩气流量为12~15L/min。(4)钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过15mm。(5)为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(6)焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm为佳,过长则保护效果不好。(7)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
(8)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为10°左右。(9)防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
常州海宝焊接机器人有限公司致力于机器人系统集成商|机器人自动化工作站,及产品机械手销售、技术研制、产品开发,方案设计,技术服务等。主要携手安川motoman(莫托曼)机器人,ABB机器人,库卡机器人等知名品牌,为各领域企业提供工业机器人生产线自动化解决方案,提供完美的工业自动化安川motoman(莫托曼)机器人焊接工作站方案。
机器人安川motoman莫托曼主要应用于:机器人管材焊接,机器人管件焊接,机器人铝合金焊接,不锈钢管机器人焊接,机器人冷丝薄板焊接,不锈钢板焊接,铝制容器/铝制器机器人焊接,输油管机器人焊接,自行车架机器人焊接,航空材料机器人焊接等
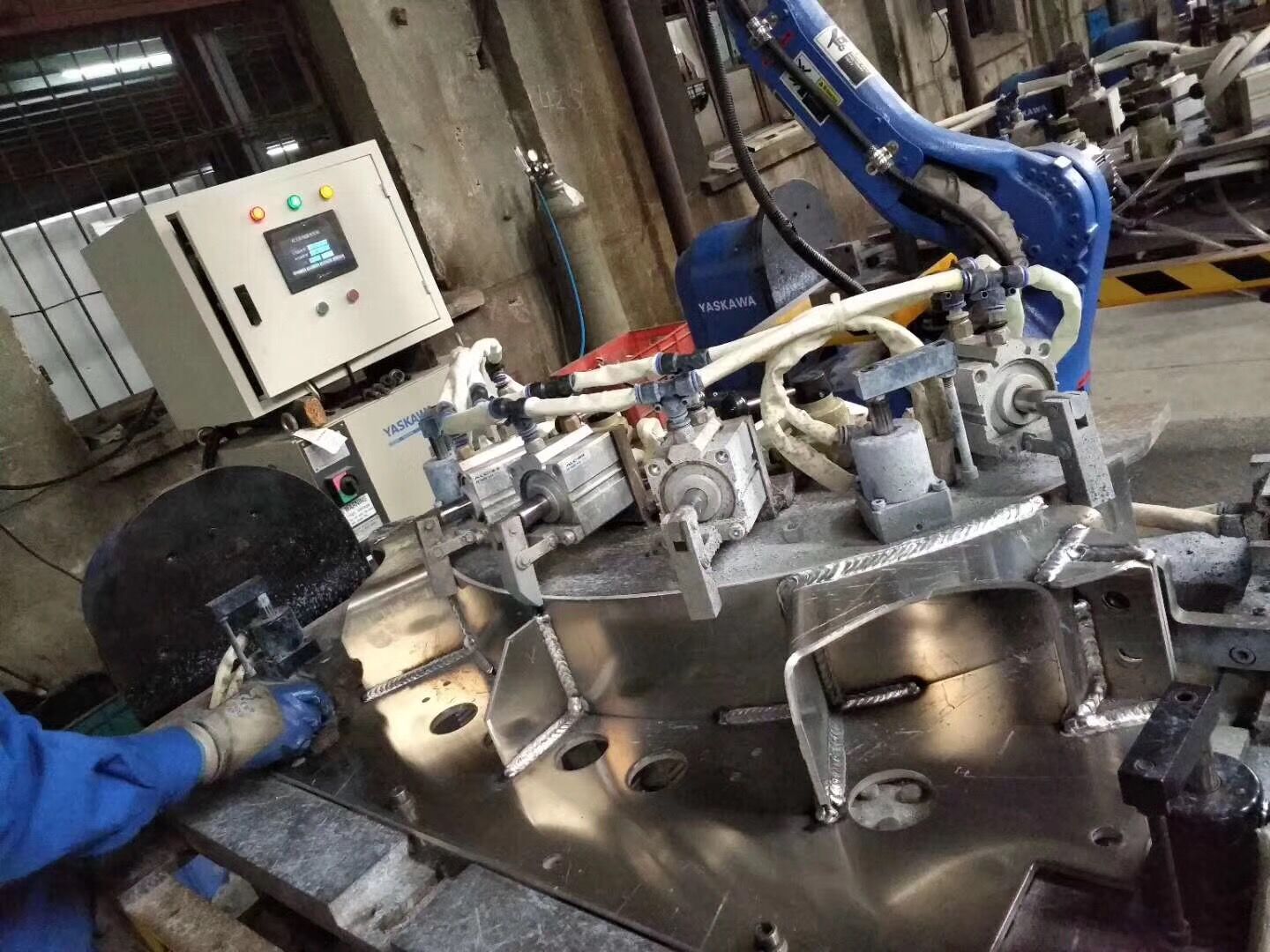
安川motoman(莫托曼)焊接机器人是一种高度工业自动化的焊接设备,采用机器人进行焊接,光有一台机器人是不够的,还必须配备外围设备。
常规的安川焊接机器人系统由以下几部分组成:
1、机器人本体:一般是伺服电机驱动的 6 轴关节式操作机,它由驱动器、传动机构、机械手臂、关节以及内部传感器等组成。它的任务是精确地保证机械手末端(焊枪)所要求的位置、姿态和运动轨迹;
2、机器人控制柜,它是机器人系统的神经中枢,包括计算机硬件、软件和一些专用电路,负责处理机器人工作过程中的全部信息和控制其全部动作;
3、焊接电源系统,包括焊接电源、专用焊枪等;
4、电源接口和焊接传感器及系统安全保护设施;
5、焊接工装夹具。
根据其工件的焊缝空间分布情况,采用简易焊接机器人工作站或焊接变位机和机器人组合的机器人工作站。以适用于“多品种、小批量”的柔性化生产。
对于工件体积小、易输送.且批量大、品种规格多的产品.将焊接工序细分,采用机器人与焊接专机组合的生产流水线,结合模块化的焊接夹具以及快速换模技术,以达到投资少、效率高的低成本自动化的目的。
企业采用安川motoman(莫托曼)机器人代替手工焊接作业是焊接制造业的发展趋势,是提高焊接质量、降低成本、改善工作环境的重要手段。
莫特曼motoman机器人焊接作为现代制造技术发展的重要标志己被国内许多工厂所接受,并且越来越多的企业首选焊接机器人作为技术改造的方案。
机器人可以安装在地面、墙上或倒挂,可以灵活地集成到您的系统。机器人与各种焊机配套,可焊接钢材、铝材、铜材,镀锌板、电解板、履铝锌板等。广泛用于汽车、摩托车、自行车、钢制家具、运动及健身器材、钣金等行业的焊接领域。常州海宝机器人有限公司愿为广大客户提供适合您企业的完美焊接系统方案。