


机器人焊接三角板与桥壳坡口焊缝的多层多道
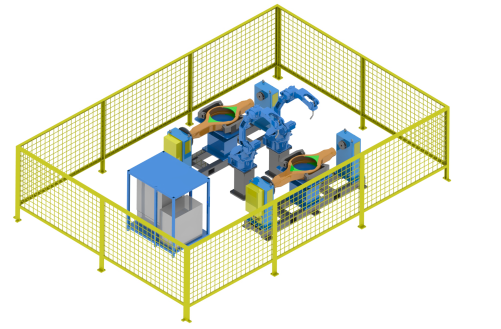
三角板机器人焊接工作站
1、焊接对象:
工序名称:三角板与桥壳连接处“V”型的机器人焊接
工件焊前状态: 焊前已先通过工装点固
2、焊接工艺及方式:
l 焊接工艺:自动焊接机器人,配套超低飞溅数字脉冲焊接电源RD350,另配置TBI清枪剪丝系统,定期清理机器人焊枪。
l 焊接方式:工件位置相对固定,通过机器人自身的姿态变换完成焊缝的焊接工作;两层及内外焊接,自动切换不同的电流、电压、焊接速度等工艺规范。
l 生产节拍估算:约20分钟/件(焊接3层计算;正面2层,反面1层)
3、设备组成:
设备主要由安川机器人MA1440、单轴头尾架式伺服变位机、焊接定位夹具、清枪剪丝器、控制系统、操作盒、焊接电源(两台)、外围防护系统等组成。
4、弧焊机器人控制系统:
整机控制采用集成控制柜、操作盒组合结构,操作盒具有启动、暂停及急停等按钮,可以外部快速控制设备的运行及停止。
5、生产工艺流程:人工将工件装夹的伺服变位机1#工位上,液压夹紧工件,然后按启动——机器人自身回转到1#工位——机器人开始焊接正面焊缝(同时进行2#工位的工件装卸工作)——完成该面后,机器人复位,液压夹紧松开,变位机夹紧工件,液压夹紧工装落下,变位机带工件翻转180°,液压夹紧工装升起,变位机松开工件,液压夹紧工装夹紧工件——机器人开始焊接反面焊缝——焊接完成后,机器人复位并回转到2#工位,液压夹紧工装松开,人工吊下工件,焊接变位机复位,人工吊装工件,液压夹紧工装夹紧工件——进入下一工作流程——依次循环
6、机器人焊接节拍计算:
焊缝总长度:200×2(条)×2(内外)×2(侧)×2(面)×2(层)=6400mm
焊接时间:外焊缝3200/350=9.2min (焊接速度以350mm/min)
由于采用双机焊所以 9.2min/2=4.6min
内焊缝1600/350=9.2min(内焊缝空间小,无法双机焊)
辅助时间: 1.5min
机器人跳转时间:20S
变位机变位时间:10S
节拍时间(理论):4.6min+9.2min+1.5min+30S=15.8min
实际实际: 15.8min/0.8(效率)=20min
