


三角加强板与桥壳的机器人点焊工装
机器人焊接工艺及方式:
l点焊工艺:采用优先固定三角板,然后通过引导机构将桥壳与三角板组对好,并采用机器人气保焊的方式进行点固:
3、自动化焊接设备概述:
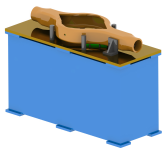
该预点工装主要适用于三角加强板与桥壳的预点工作。
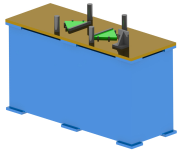
l采用卧式机床结构,由整体机架、定位平台、三角板定位机构,弹性定位挡销、桥壳导向机构及桥壳限位机构等构成
l该设备整体机架采用优质型钢及钢板焊接而成,经过专业热处理及机械加工后可以保证其长久使用的稳定性。在平台上面安装有用于定位三角板的固定定位块及弹性定位挡销,四周固定有桥壳导向机构,以保证桥壳放置时与三角板的相对位置的精确,侧面的桥壳限位板可以保证桥壳准确的与三角镶嵌的一起。
l点焊工艺流程:人工将三角板放置到由固定定位块及弹性定位销所限制的区域内(将三角板定位好)——然后人工机械吊装的方式将桥壳通过导向机构向下放置——通过侧面的限位块将桥壳完全限位好,并放置到与平台贴齐——此时弹性定位销在桥壳重量的压力下以退入平台内部,从而使三角板成功嵌入桥壳的三角割缝内,然后人工进行下侧三角板内部的预点工作——预点完成下侧三角板内部后,人工进行桥壳的翻转,并预点下侧三角板的外部——依次类推完成整个桥壳三角板的预点工作。
4、机器人焊接节拍计算:
焊点数: 约20个点
单预点时间: 1.5S
辅助时间: 2min
工件翻转时间: 1min
工件放置时间: 1min
工件卸活时间: 1min
预点时间(理论):30×1.5+5=5.5min
预点时间(实际):5.5min/0.8=7.5min
5、设备配置表
项目 | 名称 | 数量 | 备注 |
三角板预点工作 | 1套 | 1800mm×600mm×800mm | |
气体保护焊接电源 | 1套 | 机器人焊机、送丝机构手工气保焊枪、电缆及控制电缆等 | |
外围护栏 | 1套 | 防护设备,保护操作人员 |
